Use Of Torque & Drag Programs For BHA Weight Evaluation
These programs have a wide range of applications, but have mainly been
used to evaluate drillstring design integrity and alternative well plans for
horizontal wells or complex, unusual directional wells. However, the
program can be used to check BHA weight calculations for normal
directional wells. The program will calculate axial drag for a non-rotated
assembly and also calculates the position of the neutral point in the
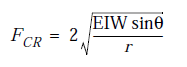
drillstring. In addition, the program calculates the forces on the drill pipe
and will “flag” any values of compressive load which exceed the critical
buckling force for the drill pipe.
These programs have a wide range of applications, but have mainly been
used to evaluate drillstring design integrity and alternative well plans for
horizontal wells or complex, unusual directional wells. However, the
program can be used to check BHA weight calculations for normal
directional wells. The program will calculate axial drag for a non-rotated
assembly and also calculates the position of the neutral point in the
drillstring. In addition, the program calculates the forces on the drill pipe
and will “flag” any values of compressive load which exceed the critical
buckling force for the drill pipe.